溫拌技術使橡膠瀝青更環保

加州溫拌橡膠瀝青的研究成果
加州大學鋪面研究中心(University of California Pavement Research Center, UCPRC)替加州運輸部(California Department of Transportation, Caltrans)分三個階段執行完整的溫拌瀝青應用研究計畫,主要目的是探討溫拌混合料的成效是否等同甚至優於傳統熱拌混合料。詳參作者另文「溫拌瀝青工法介紹」。
依加州資源再生相關法規,加州運輸部(California Department of Transportation, 簡稱Caltrans)必須採用橡膠瀝青混合料,且用量應達鋪築瀝青混合料總量的35%以上。詳參作者另文「從加州2019年廢輪胎市場報告瞭解廢輪胎鋪路的驅動力」。儘管橡膠瀝青混合料在抵抗反射裂縫及耐疲勞成效上已經有非常好的紀錄,但因拌合溫度(約170℃)約比傳統HMA高25℃而出現推廣的難點如下:
- 較耗能伴隨污染排放量較高難在都會區生產;
- 鋪築時瀝青煙較多臭味重影響施工及週遭人員健康;
- 要求的施工環境溫度較高也使運距及可施工日受限。
基於溫拌瀝青技術逐漸成熟且獲產業界普遍接受,UCPRC負責執行的溫拌瀝青研究,也將橡膠瀝青混合料是否能用溫拌技術將拌合溫度降下來,進而解決這些問題而使橡膠瀝青更環保。
溫拌瀝青研究計畫的原始目的是確認溫拌瀝青混合料的成效等同或優於傳統瀝青混合料。探討溫拌橡膠瀝青混合料的目的也是降低拌合施工溫度,目的相同,只要能降低溫度,則應可疏解目前橡膠瀝青遇到的接受度難點,也就是使橡膠瀝青的環保特性再加分而能再推廣。
UCPRC的溫拌橡膠瀝青研究是在2008至2011年之間執行,採用的溫拌技術包括兩種不同的瀝青直接發泡噴嘴(Gencor Ultrafoam和Astec Double-Barrel Green)如圖2所示,及五種不同的溫拌摻料,因為直接發泡裝置是安裝在熱拌廠的固定設備,故實驗設計安排由兩座不同的熱拌廠來生產包括控制組在內的共九種不同的混合料,二種不同設計的橡膠瀝青越級配如表1及表2所示。

表1是由安裝Gencor Ultrafoam發泡設備的熱拌廠生廠,除了控制組為一般橡膠瀝青越級配外,也包括添加兩種化學介面劑的溫拌混合料,依表1生產的共四種橡膠瀝青混合料,鋪在UCPRC的鋪面測試場,除了取樣執行規劃中的試驗外,依規定方法壓實的全尺寸測試道面供重車模擬器(Heavy Vehicle Simulators, HVS)輾壓測試。表2則為安裝Astec發泡設備的熱拌廠生產的五種橡膠瀝青越級配的初步檢測資料。
表1、UCPRC溫拌橡膠瀝青測試場鋪築的第一組混合料檢測資料[1]

表2、UCPRC溫拌橡膠瀝青測試場鋪築的第二組混合料檢測資料[1]

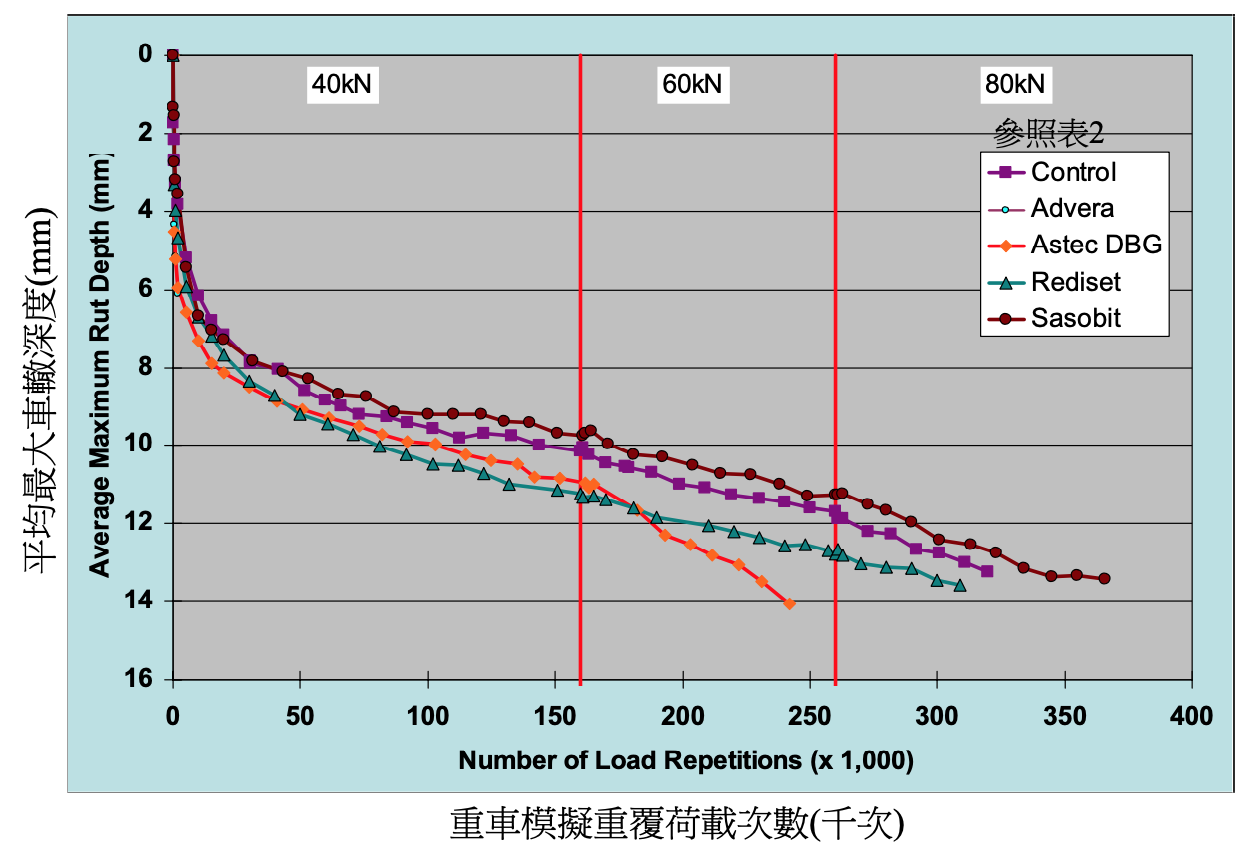
評估的方式包括實驗室檢測、加速載重試驗、和全尺度實際路面試驗,檢測項目除了體積特性外,包括漢堡輪跡試驗評估車轍、重覆荷載疲勞抗裂試驗、抗水侵害, 加速載重試驗使用重車模擬器(Heavy Vehicle Simulators, HVS)對不同溫拌技術拌製的越級配橡膠瀝青測試道面荷載高達37萬次,如圖3和圖4所示。
圖3顯示有兩種溫拌橡膠瀝青的車轍變化率低於控制組,另外一種則與控制組的差異不大。也就是說溫拌橡膠瀝青的抗車轍成效等同於或優於一般橡膠瀝青。圖4的數據就與一般溫拌瀝青的研究不同,只有一種溫拌橡膠瀝青與控制組表現相當,其它三種溫拌瀝青都展現比控制組差的抗車轍成效。UCPRC的報告中說明是因為這一組熱拌廠距離測試場太遠(運輸時間約2.5小時),雖然利用溫拌技術就是想克服運距的問題,但從檢測的瀝青含量、空隙率的數據看來,這組熱拌廠的品質出現較大的變異,而滾壓後的空隙率看來普遍有壓實度不足的問題。

試驗路面部份則是鋪厚3公分內的開放級配摩擦層每種配比鋪寬15公尺長100公尺,由於不牽涉到結構承載層,故以評估表面變形量為主進行了一年,顯示各種溫拌瀝青的試驗段的變形率都與控制組相當,該研究的成果顯然證實了溫拌橡膠瀝青的成效等同或優於傳統瀝青。在溫拌技術降低橡膠瀝青的拌合溫度及伴隨的污染及臭味而更環保的考量下,加州運輸部在隨後的2011年就鋪超過一百萬噸溫拌橡膠瀝青。
後記
美國在21世紀初做許多溫拌瀝青的應用研究,許多州都有實驗室評估和試鋪路面的成果報導,初期懷疑混合料中含水而可能會有剝脫的問題,經許多試鋪案驗證其中的微氣泡水含量反而有助於壓實,根據美國瀝青鋪面協會(National Asphalt Pavement Association, NAPA)最新發布的統計資料[2],2019年美國產製WMA混合料占總瀝青混合料的百分比約為40%,總量為16,450萬噸,比2018年多了4%。
因為橡膠瀝青的採用尚未普遍,所以這方面的研究也較少。加州的橡膠瀝青是溼式製程,先將胎磨膠粉與瀝青拌合後,再以瀝青泵抽至拌合機內與粒料拌合成橡膠瀝青混合料,主要的品質控制點在175℃橡膠瀝青反應槽中,視黏度的控制需在1,500~5,000cp之間,這個視黏度值範圍除了依ASTM D6114確保橡膠瀝青的品質外,在製程控制上也有確保加入膠粉量與順利抽送計量噴入拌合機內的考量(詳參作者另文「橡膠瀝青與工廠化橡膠瀝青在各國推動的狀況」。
在拌合機內的溫度一般由占比較高的粒料溫度控制,若沒有調高粒料溫度則橡膠瀝青噴入拌合機內將快速降溫而黏度變大無法拌勻;因此,橡膠瀝青混合料的拌合溫度一般設定在170℃,也就是粒料在缷入拌合機內時不能比170℃低,這個溫度比傳統HMA高25℃。UCPRC的研究中,第一組Gencor發泡設備的拌合溫度記錄為140℃,控制方法應該是粒料在缷入拌合機內時不能比140℃低;第二組Astec DBG發泡設備,明顯是用內外雙筒組合乾燥拌合鼓生產,記錄的拌合溫度為145℃,控制方法應該是缷入外筒拌合艙內時不能比145℃低。詳參作者另文「熱拌瀝青廠的發展趨勢」。
溫拌瀝青技術中的外加摻料法若用在溼式橡膠瀝青製程,若同時在橡膠瀝青反應槽進行將混淆多重反應,若沒有適當的研究支持不易施行,故實務上應選擇在橡膠瀝青噴入拌合機時同時加入;另因橡膠瀝青呈現不均質狀,瀝青直接發泡的溫拌技術則可能要注意橡膠瀝青的發泡特性控制及能否順利將其中的膠粉均勻噴出,報告中雖未提及,很可能是在二座熱拌廠操作實務上都沒有出現問題而未被提及;顯然在這個研究計畫執行過程中,加州的鋪面工程師與鋪築業者從部份試驗場道面的失敗獲得足夠掌握溫拌技術與橡膠瀝青相遇後的訣竅,在隨後的2011年就鋪超過一百萬噸溫拌橡膠瀝青。特別是不必再添加任何摻料的瀝青直接發泡方式,只要安裝瀝青發泡設備就能使橡膠瀝青更環保。
參考文獻
- David Jones, Rongzong Wu, Cathrina Barros, and Joseph Peterson, Research and Implementation of Rubberized Warm-Mix Asphalt in California, ISAP 2012.
- NAPA, Information Series 138, 2019 Recycled Materials & Warm-Mix Asphalt (WMA) Survey.



留言
張貼留言