溫拌瀝青工法介紹

依照歐洲瀝青鋪面協會(European Asphalt Pavement Association)的「2015應用溫拌瀝青立場說明文件」,1990年代就開始針對降低熱拌瀝青(Hot Mix Asphalt, HMA)的拌合與鋪築溫度及製程耗能開發出不少相關技術,詳參作者另文「低能耗的新式拌合技術」。該份文件[1]聚焦在製程溫度略高於100℃,且性質和成效與傳統HMA相同的所謂「溫拌瀝青(Warm Mix Asphalt, WMA)」;一般WMA的製程溫度比傳統HMA低20至40℃,伴隨耗能較少污染排放也較低而利於自然環境,而且鋪築溫度較低也改善勞工的施工環境,符合歐洲瀝青工業努力減少施工鋪築瀝青煙的一貫目標[1]。詳參「推動溫拌瀝青兼顧減碳及勞工健康」
現有的溫拌技術
WMA 施工溫度仍高於100℃,故殘存的水量很少,這些微量水甚至在實務上被證實有助在較低溫壓實。傳統HMA的拌合溫度受制於瀝青膠泥的黏度,因此,WMA的發想也是降低瀝青膠泥具可拌合特性的溫度,也就是「能完整裹覆粒料所需黏度」的溫度;有許多不同的技術可用來降低黏結料的有效黏度(effective viscosity)而能在較低的溫度完全裹覆粒料,且在拌成後一段時間內仍具可壓實性。最常用的技術有:
- 有機摻料:一般是石蠟或脂肪酰胺,可先加在瀝青中也可直接在拌合時加入混合料中,瀝青在熔入石蠟後黏度降低,溫度降低量大約在20~40℃(例如Sasobit的Sasolwax);
- 化學摻料:作用如同介面劑,改變瀝青分子間作用力,也就是降低其黏度,溫度降低量也大約在20~40℃(例如Evotherm);
- 直接發泡技術:直接加少量水加壓混入熱瀝青中,再由噴嘴噴出泡沫瀝青;用發泡噴嘴的原理是將少量的水加入高熱瀝青中,水快速轉成蒸氣使瀝青體積膨脹黏度降低,如圖2所示;詳參作者另文「泡沫瀝青工法介紹」;
- 加入含水礦物:是利用該礦物中的微量水與高熱瀝青接觸發泡,可視為「間接」發泡技術,除了加入含水礦物外,也可以利用砂或刨除料中包含的水在拌合時自然發泡,這些發泡技術的溫度降低量也大約在20~40℃;含水礦物例如沸石(Zeolite,商品名Aspha-Min)是水化矽鋁酸鹽的結晶體,內含高達20%結晶水,在超過100℃時會釋放出結晶水,這種結晶水的釋放可用以控制瀝青發泡,提高瀝青的工作性長達6至7小時直到溫度降到100℃以下。
因為溫度降低量與採用瀝青的級別是有關的,故上述技術的溫度降低量只是粗略預估值,都在較大範圍的20~40℃。
除了上述方法外,也有一些「複合作用」產品可用來生產WMA,這些產品主要是為了添加方便將需要添加的摻料製成常溫丸狀,例如將含水礦物加纖維製成丸狀,或是將有機摻料加纖維製成丸狀,若需要其它摻劑時也可混合製成丸狀,直接投入拌合機內即可方便拌入瀝青混合料中,既降低製程溫度,也具有想要的其它功能(例如抗剝脫、增加瀝青膜厚度)。

既有熱拌廠可有的選擇
依據瑞士阿曼集團的內部資料[3],三種不同瀝青的有效黏度與時間關係曲線如圖3所示,一般鋪路瀝青在流出油槽後有效黏度開始提升,在鋪築滾壓期間達到某臨界值,此後緃使再滾壓也難再提升壓實度;若採用直接發泡瀝青,則流出油槽經加壓混微量水後從噴嘴噴出,體積膨脹約20倍,有效黏度大降利於與較低溫的粒料拌合,此後緩慢消泡回復(與瀝青發泡特性,亦即膨脹比和半縮期關係,詳參作者另文「泡沫瀝青工法介紹」)而使有效黏度回增,正如圖3中綠色曲線所示,一般直接發泡瀝青的可工作時間較長。

圖3、以有效黏度與時間關係曲線解釋三種不同瀝青的工作性差異示意圖[2]
泡沫瀝青早期是專利技術,較先普遍應用在泡沫瀝青冷拌再生工法,當時的主要競爭對象是水泥穩定處理和乳化瀝青穩定處理,因此混組熱拌廠和冷拌廠如圖4所示,主要生產冷拌底層,使用的黏結料可用水泥,亦可用乳化瀝青,在使用舊路面刨除料(RAP)時,則最好的方案就是採用泡沫瀝青,採用泡沫瀝青時幾乎可以使用100%RAP。
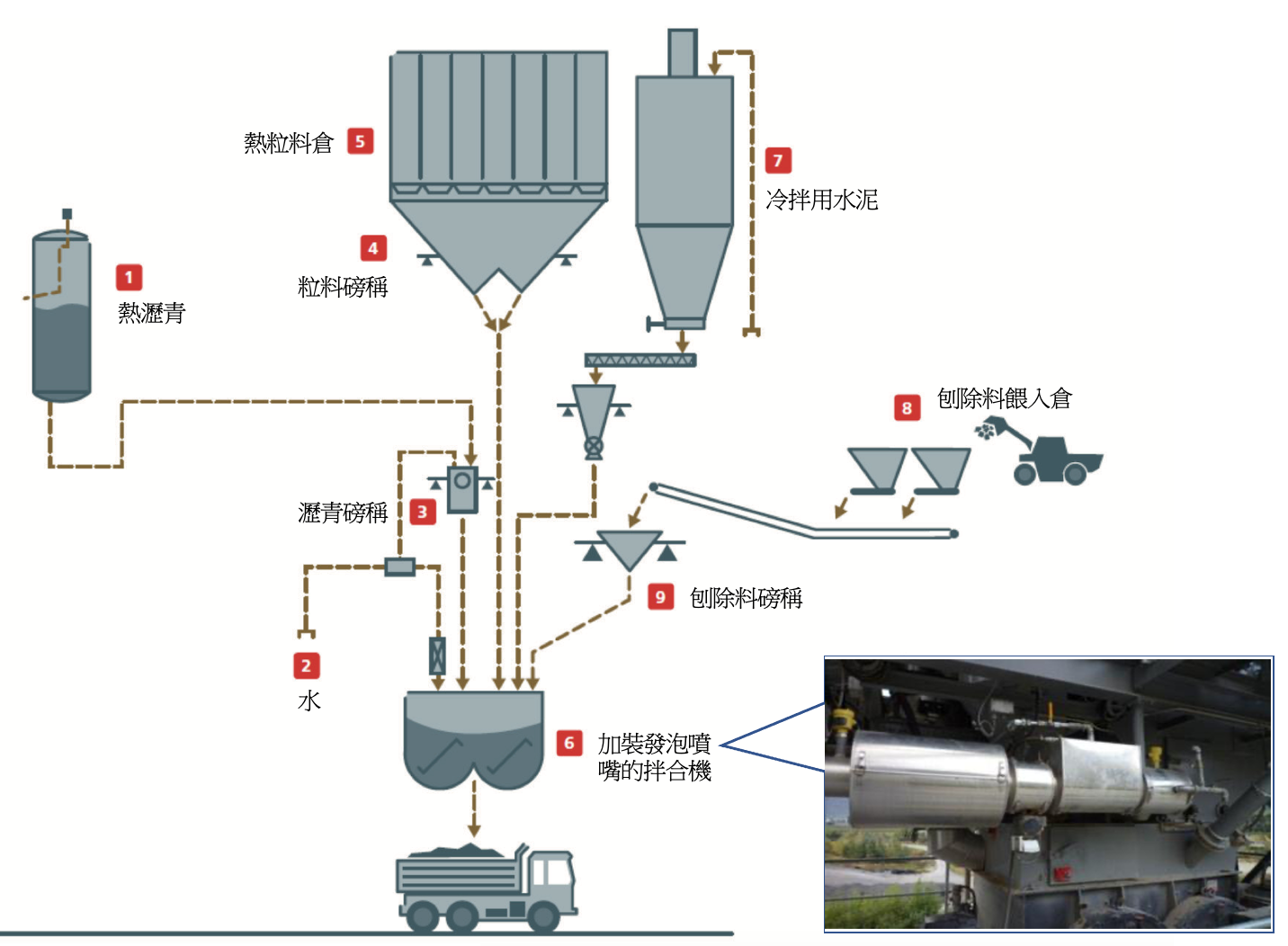
圖4、冷拌與溫拌組合的瀝青拌合廠拌製程序圖[3]

圖5、加裝在熱拌廠拌合機的瀝青發泡裝置(噴嘴)示意圖[2, 3, 4]

圖6、加裝在熱拌廠拌合機的瀝青發泡裝置(噴嘴)照片及說明[2]

加裝發泡設備也可搭配分段拌合技術
由於泡沫瀝青與粒料的拌合混有微氣泡,不利於完整裹覆粗粒料,故實務操作上也可採分段拌合(multi-phase mixing process),如圖8所示,先將超過2mm的粗粒料(已在經震動篩出在熱料倉)過磅後缷入拌合機並噴入泡沫瀝青與之拌合,此時因瀝青量相對較多較能完整裹覆粗粒料,拌合約20秒後,再依序缷入剩餘細粒料和應加入的填縫料,這兩種細顆粒較易沾附泡沫瀝青,若能再拌超過10秒,應可達到完全裹覆。

圖8、分拌式熱拌廠在拌合機內噴入泡沬瀝青的分段拌合法
另有二段瀝青發泡拌合法(two phase foaming process),先以較軟的瀝青裹覆粒料後再餵入礦物填縫料,然後再加用較硬瀝青發泡後加入拌成需要的瀝青等級。(註:這種方法稱為WAM Foam為Shell與挪威公司的專利。)
至於用細粒料(或RAP)中的含水量自然發泡法也要採用分段拌合,先將占80%的粗粒料加熱至130/160 ℃,加入瀝青拌合均勻後,再餵入常溫有含水的細粒料(或RAP),較慢加入細粒料中的水遇到粗粒料表面較厚的瀝青膜產生自然發泡,得與常溫細粒料均勻拌合。
表1、既有熱拌廠三種溫拌法的比較[4]


圖8、在瑞士用WMA鋪路沒有瀝青煙的美麗景象[2]
WMA成效獲實證在美國已占40%市場
德國與挪威已有應用WMA長達15年以上的試驗路面,而後也有不少試驗路段再次驗證實效;法國的使用經驗也是都可符合瀝青混合料的力學成效,而取其低施工溫度伴隨的環境及人員健康優點;2007年美國的「歐洲WMA考察團」收集資料,顯示WMA的成效與HMA相同,有些甚至優於HMA,此後,在美國有許多試驗路面,顯示抗車轍的成效都很好,對WMA中含有微量的水提出可能有抗水侵害較弱的疑慮。美國用Accelerated Pavement Testing (APT)、國家瀝青科技中心的試驗車道、及加州大學瀝青試驗中心的重交通模擬試驗的成果,都驗證說明WMA不會有易受水侵害的問題。大部份WMA的成效都等同或優於HMA,抗車轍能力較佳大都源於工作性提昇伴隨的壓實度較佳,有較能抗低溫開裂的狀況主因是瀝青老化較少。
歐洲瀝青混合料規範(EN 13108-1到-7)沒有特別提到溫拌瀝青,只有部份特別的混合料有最高溫度的規定,對最低溫度沒有規定而是由生產方自訂,規範中雖有摻料添加的條款,但大都是要求具有相同的成效即可。因此,EAPA認為目前的規範不會有阻礙採用溫拌瀝青的顧慮。
根據美國瀝青鋪面協會(National Asphalt Pavement Association, NAPA)最新發布的統計資料[6],2019年美國產製WMA混合料占總瀝青混合料的百分比約為40%,總量為16,450萬噸,比2018年多了4%。製程加水發泡工法一直是美國採用最多(51%)的WMA技術,化學摻料發泡的方式則有逐漸增加的趨勢,如圖9所示。詳參作者另文「溫拌技術使橡膠瀝青更環保」。

圖9、美國瀝青鋪面協會(NAPA)統計的不同溫拌瀝青技術占比[6]
總結溫拌瀝青的優點
歐洲瀝青鋪面協會認為WMA的好處是多面向的,包括施工人員健康、環境效益、工程製程、及鋪築操作的效益等,依序說明如下[1]:
- 施工人員健康:一般經驗是瀝青混合料的溫度每降12℃,煙量就減少50%;故,降25 ℃將可將瀝青煙量降75%,對施工人員健康有益;挪威在2011年對在同一天同時鋪築WMA與HMA的11個試鋪工地,執行過施工人員曝露瀝青煙量比對的研究,顯示與HMA相比,WMA的平均溫降為29℃,施工人員曝露瀝青煙量明顯降低,降低量依量測方法而不同,大致在58%至67%之間。
- 環境效益:因為製程溫度較低,熱拌廠烘乾加熱粒料所需的燃料可以降低,也將伴隨的污染排放量降低;明確的燃料降低量及減排量受個別熱拌廠的製程參數及採用的燃料不同而影響,因此,不同案例有不小的差異。在拌合廠排烟道取得的樣品檢測比對方面,CO2排放量降低範圍在20%~40%之間,SO2排放量降低範圍在20%~35%之間,揮發性有機物排放降低量可達50%,CO排放量降低範圍在10%~30%之間,NOx 排放量降低範圍則在60%~70%之間,粒狀物排放量降低範圍在20%~55%之間;也有文獻指出CO2、NO2、SO2等溫室氣體排放量正比於能耗量,因此,WMA的減排量大致在25%~50%之間;對瀝青煙和多環芳香烴(PAHs)的檢測數據顯示,WMA對比HMA有約30%~50%的減排量;這些檢測數據也顯示,緃使HMA的污染排放量較高,但仍符合現得環保法規的規定。
- 生產製程效益:拌合溫度較低使得瀝青膠泥在製程中的老化量較低;製程溫度較低,使熱拌廠的所有機械部件承受的熱應力降低;WMA的製程不但不排斥添加刨除料,拌合溫度較低將使老化量較低而可以添加較多刨除料。
- 鋪築操作效益:對在混合料中產出微氣泡的WMA製程來說,這些微氣泡將使達到相同壓實度所需的滾壓溫度降低;採WMA技術但維持原HMA的溫度,則將有更長的時間得以運送及滾壓,可依需求應用到更遠的工地或是達到更高的壓實度,也可應用到冷天或夜間鋪築施工的需求;因鋪築時材料的整體熱能較低, WMA用在較深(厚)的修補塊時,鋪築後在相同環境溫度下的冷卻速率比HMA快,可以較快開放車輛輾壓。
參考文獻
- EAPA-Position Paperer 2015, The Use of Warm Mix Asphalt, European Asphalt Pavement Association
- Lowering the Asphalt Production Temperature, Ammann Group | For Internal Use Only
- EAPA-Position Paperer 2014, The Use of Warm Mix Asphalt, European Asphalt Pavement Association
- Ammann Group, LOW-TEMPERATURE ASPHALT WITH AMMANN FOAM®, www.ammann.com
- 邱垂德等,以廢輪胎橡膠推動道路養護資源循環減碳技術,期中報告,環境部資源循環署113年度資源循環創新及研究發展計畫,編號RECA-113-034, 2004年7月25日
- NAPA, Information Series 138, 2019 Recycled Materials & Warm-Mix Asphalt (WMA) Survey.



留言
張貼留言