揭穿砂石製程的魔鬼細節—破碎比:影響碎石粒形的關鍵

因砂石組成水泥混凝土及瀝青混凝土之骨幹,故以往稱為「骨材」,目前國內相關規範中大都稱為「粒料」,是土木工程不可或缺的材料。粒料的品質要求為潔淨、不含泥及有害物,以免影響膠結,堅硬、強度足、粒形好、級配佳,以組成主要骨架,耐久性強以抗外在環境侵蝕等特性;其中有害物、強度、耐久性等,受母岩材質及料源控制,而潔淨、粒形、及級配,則受軋石製程影響。
瀝青混凝土之膠結料為高感溫性的熱塑性聚合物,在溫度與荷重時間雙重作用下可產生流動,因此,瀝青路面之抗變形能力,主要由粒料間形成的主架構提供,不良製程生產的粒料,粒形及級配不佳,對路面車轍的發生有關鍵性的影響。
砂石之製造過程涵蓋料源採取、輸送、軋碎、篩分、儲料等程序,料源之材質與岩層堆積狀況影響採礦之方式,例如陸上堅硬的岩石礦,經常需以爆破或特殊鑽掘設備開採,而河川砂石則只需用一般挖掘機具採取;開採所得之砂石運送至碎石場,經一系列篩分與軋製之程序,生產各種規格的砂石產品。
軋石作用
軋石乃指以機械施加能量將石料由大顆粒分裂為小顆粒,此種岩石顆粒破裂的方式可為磨碎、劈裂、及擊碎三種作用型態如圖1所示[1],若只針對單一岩石顆粒,不同破裂方式將產生不同的粒徑分佈,如圖1及圖2所示;磨碎乃指岩石顆粒承受到低於其破裂能量之力,由於力不足以將其劈裂,只將岩石顆粒局部磨成極小顆粒,產生極大和極小兩種粒徑;劈裂作用則發生在施加之力恰足以分裂岩石顆粒時,岩石顆粒均勻地分裂成粒徑相當的數個顆粒;當施加之力遠大於岩石之破裂強度時,過多的能量將岩石分裂後的某些顆粒再分裂,而形成粒徑分佈範圍較廣的顆粒。簡單地說,就是要控制力量的大小,使得生產的成品最符合要求,這些所需施加力量的大小則由下列三項條件決定:
- 石料的抗剪、抗壓能力:石料之抗剪、抗壓能力高則所需施加的力量較大,反之則所需施加的力量較小。
- 石料粒徑縮減的程度(Size-Reduction):石料由大粒徑經由軋碎而縮減至小粒徑,縮減前後粒徑的差距愈大,則所需施加的力量愈大。一般可以縮減前後粒徑的比值,稱為破碎比(Reduction Ratio)來表示。
- 單位時間內軋製石料的數量:亦即單位時間的軋石產量,要求產量愈大,則所需施加的力量就愈大。


實際的軋石過程不像用鑿刀施恰當的力,將大顆粒一顆顆地劈裂成符合品質要求的顆粒,而是同時處理不同粒徑的大批石料,將其粒徑適當地降至符合品質要求的石料,能量的充份應用是首要的考慮;若使用的能量遠大於餵入石料量所需,則將有過度破碎(Overbreakage)的狀況,而產生許多粉碎細料,這種過度破碎產生的細料,正如用超大鐵鎚重擊小顆粒石料般,會得到許多片狀碎削,不僅浪費能源,產品的粒形也很差,是碎石業者最需避免的製程;因此,將軋石所需的能量,以初軋、次軋、三軋等,採分階段的方式(Stage Crushing),配合篩分,適當地施能量於石料上,將粒徑逐步降至規格要求,為主要的生產方式。
也正因為軋石機是同時處理不同粒徑的大批石料,施力的方式(或不同型式的軋石機),雖可影響岩石顆粒的破裂方式,但整體能量的大小、流入受軋的石料量、及顆粒間的碰撞作用,將使所有的軋石機的軋石作用,都會涵蓋有磨碎、劈裂、及擊碎三種作用,而不同型態軋石機只意味著主要由某種作用所主導,如表1所示;當岩石顆粒受力達其破裂點時將吸收可觀的能量,這些聚集能量,經由破裂顆粒之四處飛濺而消散,所以在軋石倉中保持滿載,以便應用這些飛濺顆粒的動能,持續擊碎其周遭的顆粒,而不是因倉中石料量低,造成顆粒本身過度破碎成細削片,這種滿載的作業方式,不但是一種能量的有效率應用方式,也因避免顆粒本身之過度破碎,對成品粒形亦有正面影響,因此,控制流入軋石機的石料流量,除應是砂石業者充份應用軋石能量的主要方法外,對產品粒形亦有不可忽視的影響。
表1、各式軋石機的主要軋石作用方式[1]

典型的軋石程序如圖3所示[1];開採砂石經由餵料機之初分柵欄篩選出過大及過小之部份後,進行第一次軋,過大部份應挑出另行處理,以免造成軋石機阻塞,過小部份則經由餵料機底端越過第一部軋石機,而流入第一部篩分機中,此篩分機將流入之砂石分為1英吋以下、1~3英吋之間、及3英吋以上三部份,1英吋以下部份可直接經細分而為各類尺吋的產品,1~3英吋間的砂石則越過第二部軋石機,流入第二部篩分機中,而3英吋以上部份則餵入第二部軋石機經第二次軋碎後才流入第二部篩分機中,此篩分機將流入之砂石分為3/16英吋以下、3/16~1/2英吋之間、1/2~1英吋之間、及1英吋以上四部份,前三者直接為產品,而第四部份則餵入第三部軋石機,經第三次軋碎後,迴流至第二部篩分機中。


軋石程序中,篩分網徑與處理流量、軋石機數量、軋石機型式、及軋石機處理能量等製程控制因素,除應依料源種類、料源粒徑分佈、軋製產品之粒徑、生產量等因素選用外,由於軋石程序亦將影響砂石成品之粒形特性,必需再依粒形品質之要求,適當地加以修正;砂石場應對料源進行材質、粒徑分佈的適當檢測,依據檢測的結果,安排軋石程序之適當配置,當料源之粒徑分佈改變時,應適時改換製程控制因素,以確保軋石產品品質。
影響碎石粒形品質的因素
一般正常操作的砂石場,除了機械選用與正確的操作外,在生產過程中,必須注意砂石原料的進料量,軋石機的容量與輸送量及時間的配合等,才能獲得良好的粒形品質。軋石機所能生產的碎石尺寸大小,依據料源粒徑大小經由軋石機的破碎比來控制,因此,軋石機的選擇受目標產品尺寸與料源粒徑大小的影響。雖然不同廠牌或不同機型的軋石機,較長產生的破碎比不同,但在正常操作下生產的砂石,其粒形受軋石機機型的影響程度,遠較受破碎比的影響為低;因此在砂石生產的過程中,最重要的是控制破碎比,經由破碎比的控制來決定所需選用的軋石機類型與配置,以及所須的壓製階段數;因此破碎比不僅影響砂石成品的尺寸,且為控制粒料形狀好壞的重要參數。
除了破碎比以外,尚有下列因素因影響破碎比而間接影響碎石的粒形:
1、砂石原料
- 砂石原料的粒徑:在相同的製程下,原料的粒徑過大,所獲得之碎石成品粒形較差。因為當成品尺寸固定時,原料粒徑愈大,在相同的機械軋製流程上發生的破碎比愈大;破碎比愈大時,容易造成過度壓碎,因此產生的粒形較差。
- 原料來源不同:原料來源不相同時,因為不同的物理性質如硬度、比重及強度亦有所不同;因此當軋石機作業時施力較大,容易造成強度低的石頭過度壓碎,產生不良粒形與過多的廢料,反之,若施力過小,則強度高的石料無法壓碎,無法達到預期的目標,造成能量的浪費。
2、成品的粒徑
3、迴流量的多寡
砂石軋製過程中,因無法完全按標準尺寸生產,常有許多大的顆粒必須迴流再軋,以迴流料視之,因迴流入軋石機中的石料粒徑,必定較原石料之粒徑為小,當進入相同的軋石機軋製時,迴流料破碎比必定比原石料小,因此,迴流量愈多時,所生產之碎石粒形愈佳;但是砂石迴流量常因下列因素而降低,相對的使破碎比增加,致碎石粒形較差。
- 進料(原料或半成品)速度過慢:石料在軋石機倉內時,主要是受石料間力量的傳遞而擠壓破裂,並非由壓鈑直接撞擊石頭,因為直接撞擊石頭時容易發生作用力過於集中而發生過度破碎的情形,當進料速度太慢時,無論是砂石原料或半成品,進入初壓、次壓或終壓的軋石機軋製,容易造成原料或半成品在軋石機倉內分佈不足,使得軋石機的壓鈑容易直接打擊石頭,造成作用力過於集中,發生過度壓碎,石料在過度壓碎的情況下,往往產生較多的細粒料,經過篩分後所生成之迴流量自然減少。
- 軋製機的錘頭磨損:軋製機的錘頭磨損,作用在原料或半成品上的作用力不均勻,應力集中使粒料因過度壓碎,迴流量降低。
- 砂石原料進入軋石機時過於乾燥:石料在外力擊裂或破碎時,常因表面過於乾燥,使得在壓碎的過程中石料容易滑動,造成作用力不均,同樣發生過度壓碎的情況;且破裂過程碎石四處飛散,而這四處飛散的碎石往往都是較細石料,過多動能使這些細料再軋碎,發生過度壓碎,自然迴流量降低。
- 進料的方式:砂石原料經由輸送帶輸送至軋石機,應使砂石鬆散、分離、均勻地流入軋石機中,以避免砂石分批掉落軋石機裏,因為砂石分批掉落時,易使砂石原料無法均勻分佈在軋石機中,使得軋石機倉內留有許多孔隙,在軋製擠壓重疊的石料時,石料會向有孔隙的方向滑動,造成作用力不均勻,產生過度壓碎的情形,迴流量會因此而減少。
4、軋製過程中有過多迴流料時應僅量採封閉式的再軋迴路
5、控制砂石原料的最大粒徑
國內砂石場製程概況
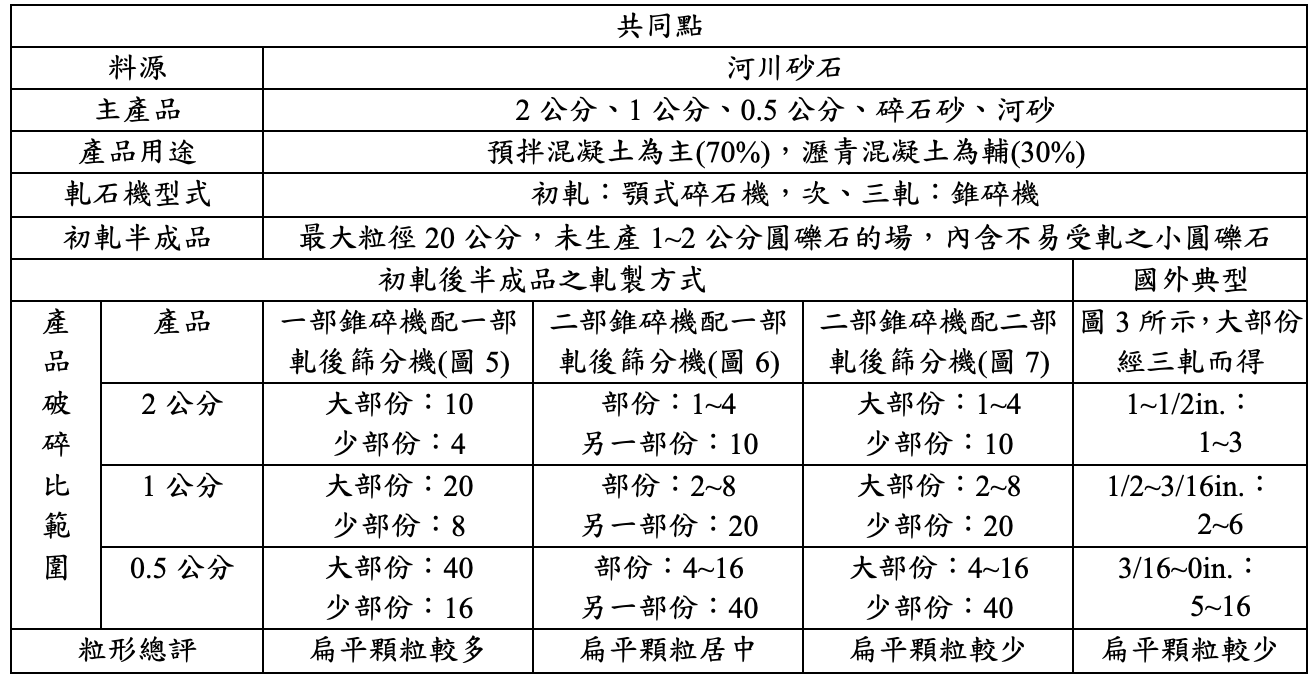
1、以一部錐碎機與一部軋後篩分機處理半成品

圖5、國內常見軋石製程(第一類型)[2]
2、以二軋石機與一部軋後篩分機處理半成品

圖6、國內常見軋石製程(第二類型)[2]
3、以二部軋石機與二部軋後篩分機處理半成品

圖7、國內常見軋石製程(第三類型)[2]
4、結論與建議
參考文獻
- The Aggregate Handbook, National Stone Association, Washington, D. C., Chapter 8.
- 林永吉,降低路面工程砂石用量策略之可行性研究—改進砂石製程及採全厚度瀝青路面設計,中華工學院碩士論文,中華民國八十六年七月。



留言
張貼留言